Welding And Cutting Equipment Manufacturer since 2000
- CNC / Laser Cutting Equipments
- Welding Equipments Series
- Beveling Milling Equipments
- Rental Products


In addition to last article regarding principles of anti-bulk movement pipe turning rolls, there are three choices to solve this situation:
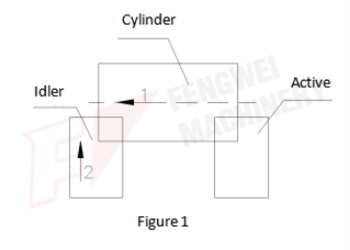
(1) Jack-up implementation: The idler of pipe turning roll can be moved up and down, causing the axis of the work piece to shift, and also changing the axial component of the work pieces’s own weight. The advantage of this adjustment method is the high sensitivity of adjustment, and the disadvantage is high manufacturing cost and large volume. As shown in Figure 1: When the barrel moves in the direction of arrow 1, the driven wheel can be raised in the direction of arrow 2.
(2) Offset actuator: Both sides of the driven turning roll can be offset in the same direction along its center line, thereby changing the axial friction component of the roller and the cylinder. The advantage of this adjustment method is high sensitivity, but the biggest disadvantage is that the wear of the roller is too large. As shown in Figure 2, the two driven wheels move in the direction of arrow 1 at the same time.


(3) Horizontal actuator: The rollers on both sides of the driven turning roll can move horizontally and perpendicular to the axis of the cylinder at the same time. This adjustment method has good stability, low manufacturing cost, simple structure, and does not occupy additional installation space. As shown in Figure 3, the two driven wheels move to the horizontal direction of the vertical cylinder axis at the same time. There is another situation: when the cylinder's bulk movement during welding is not very large (≤1 ~ 2 mm), the upper frame of the turning roll can be tilted upward by about 5 ° ~ 10 ° to reduce the cylinder's gravity or decreases its axial channeling force, as shown in Figure 3.

(4) In the welding process, to achieve stable rotation of the stepless speed regulation of the weldment, two driving methods are generally used: DC speed regulation and AC frequency conversion speed regulation. Because DC speed regulation has high failure rates and high cost, we prefer AC frequency conversion speed regulation. With the development of electronic technology, AC frequency conversion speed regulation can fully meet the needs of various tonnage welding roller frames.
In order to make the adjustment of the roller spacing between idler and active ones convenient and reliable, , there are two working methods selected: the first is to use a power transmission long shaft to drive the two driving wheels at the same time. Another method is to adopt the design scheme of driving the active wheels separately. Each active wheel is driven by a motor and a reducer. However, we must pay attention to problem of synchronization of the driving wheels, and we should try to choose consistent motor and the reducer. It is recommended to use a set of driving sources in the driving mode, and synchronize each motor.
Does this article help solve your questions? Please feel free to provide us any comments and we would like to offer you solutions.

Get in touch with us today to find out more about our services.