Welding And Cutting Equipment Manufacturer since 2000
- CNC / Laser Cutting Equipments
- Welding Equipments Series
- Beveling Milling Equipments
- Rental Products


In terms of welding rotator, when the roller and the tanks are ideal cylinders, and the size of each roller is the same, the rotation axis is in the same horizontal plane and parallel to the axis of the tanks, then the active roller and idler drives circumferential forces on the work pieces. At this time, the tanks rotates around its own axis without axial movement. However, when this condition is damaged. For instance, there are errors in the manufacturing and installation of pipe turning roll, or irregular geometry of the tanks, etc., which lead to a high difference between the front and rear rollers, and the axis of the roller is not parallel to the axis of the tanks. When there is an axial component of the contact between the driven roller and the tanks, the necessary conditions for the axial movement of the tanks are formed. Some clients try to forcibly adjust movements of work pieces, this may cause safety issues and harm on machines. Overall, the movement momentum of the tanks is controlled within + -3mm, which meets the requirements of various welding methods for the welding position.
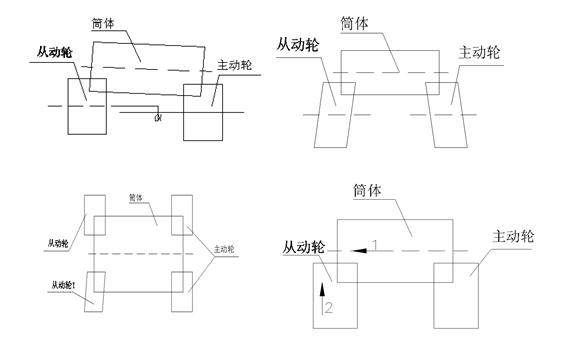
1. When the shape of the cylinder is regular, but the active roller and the idler are not installed on the same horizontal line, the roller will exert an axial external force on the cylinder, which leads the cylinder slide towards a lower level. As two axes of the driving wheel and the idler are not on the same horizontal plane, resulting in a height difference α.
2. When the shape of the cylinder is regular, but the axes of the driving wheels and the idlers of the turning roll are not parallel in the horizontal plane (conical shape), two rollers will have an axial effect on the cylinder. The force causes the barrel to move.

3. When the shape of the cylinder is regular, three rollers are installed on the same plane, and the other roller is not on the same plane. When the roller carriage runs on the same plane, the roller generates an axial external force on the cylinder, causing the cylinder surging.
4. When the cylinder is in welding, unstable operation of the motor or uneven rotation can cause the axial movement of the cylinder (such as crawling phenomenon, the motor rotates fast and slow).
Both the theory and practice have proved that the main reason affects the axial movement of the tanks is the parallelism between each axis of the roller and the axis of the tanks. Therefore, when manufacturing and using pipe turning roller, we must first try our best to:
① The drive and idle roller frames are located on the same center line.
② The axis of each roller is in a horizontal plane and parallel to each other.
③ The center distance between the rollers is equal.
In fact, the axial movement of the tanks on the roller frame is likely that the tanks itself is making a spiral movement. If any action is taken, the left-hand rotation of the tanks should be changed to the right-hand or the right-hand to the left Welded parts no longer spiral.
What type of pipe turning roll can perfectly complete the welding task without channeling? We will share in the next article. For details, please email us for any solutions.

Get in touch with us today to find out more about our services.